
Tabelle-Konformitätsbewertungen
Konformitätsbewertung Teil 10 –
Zusammenfassende Tabelle
Zum Abschluss der Reihe „Konformitätsbewertungen in der Werkstoffprüfung“
gibt es eine zusammenfassende Tabelle:
| Konformitäts- bewertungen |
Prüflabore (PL) | Inspektionsstellen (IS) | Zertifizierungsstellen (ZS) |
|---|---|---|---|
| entsprechend der Norm: | DIN EN ISO/IEC 17025 | DIN EN ISO/IEC 17020 | DIN EN 45011 |
| Qualitätsmanagement Systeme |
✅ notwendig | ✅ notwendig | ✅ notwendig |
| Fachkenntnisse des Personals |
✅ notwendig | ✅ notwendig | ✅ notwendig |
| Systemkenntnisse des Personals |
nicht gefordert |
✅ notwendig | ✅ notwendig |
| Technische Einrichtungen |
✅ notwendig | ✅ notwendig | nicht gefordert |
| Unabhängigkeitsgrad der Konformitätsbewertungsstelle |
PL kann sein: » erste Seite (Hersteller) » zweite Seite (Anwender) » dritte Seite (Unabhängig) |
IS kann sein: » erste Seite (Typ B oder C) » zweite Seite (Typ B oder C) » dritte Seite (Typ A) |
ZS ist immer: » dritte Seite |
| Gegenstand der Konformitätsbewertung |
Proben / Produkte – z.B.: • Bauteile • Materialien • Substanzen |
kann z.B. sein: • Prozess • Produkt • Anlage |
kann z.B. sein: • Prozess • Produkt • Anlage |
| Ermittlung der Konformität |
z.B.: durch: • Prüfungen |
z.B. durch: • Prüfungen • Sachverständigentätigkeit • Berechnungen • Audits |
z.B. durch: • Prüfungen • Inspektionen • Audits |
| Bewertung der Konformität |
in Bezug auf: • Normen • normative Dokumente |
in Bezug auf: • Normen • Normative Dokumente • Sachverständigenurteil |
in Bezug auf: • Normen • normative Dokumente |
| Entscheidung über die Konformität |
üblicherweise durch diejenigen, die bewerten |
üblicherweise durch diejenigen, die bewerten |
immer durch andere als diejenigen, die bewerten |
| Bestätigung der Konformität |
• Prüfberichte | • Inspektionsbericht • Schadensbericht |
• Zertifikat |
| Gültigkeit der Konformitätsbestätigung |
gilt nur für die geprüften Proben und die Fertigungs- bzw. Lieferlose, die sie repräsentieren, und nur für den Zeitpunkt der Prüfung |
gilt nur für die inspizierten Produkte oder Prozesse, die durch den Inspektionsgegenstand repräsentiert werden und nur für den Zeitpunkt der Inspektion |
fortdauernde Gültigkeit über die Gegenstände der Bewertung und den Zeitpunkt der Bewertung hinaus |
| Kennzeichnung des Konformitätsbewertungs- gegenstands |
keine Kennzeichnung gefordert |
ggf. Kennzeichnung der Gegenstände, die inspiziert wurden |
Kennzeichnung der Gegenstände, für die die Zertifizierung gilt |
| Genehmigungen bezüglich der Konformität |
keine Genehmigungen | keine Genehmigungen | Verwendung eines Zertifikates oder eines Konformitätszeichens |
| Überwachung der Konformität |
keine Überwachung | Überwachung kann vereinbart werden |
Überwachung notwendig |
| © W.S. Werkstoff Service GmbH |
Alle Teile des Beitrags „Konformitätsbewertungen in der Werkstoffprüfung“ von Dr. Ingo Poschmann ( In der Fassung vom November 2012 ) gibt es hier zusammengefasst als PDF.
Categories Konformitätsbewertung
weiterlesen
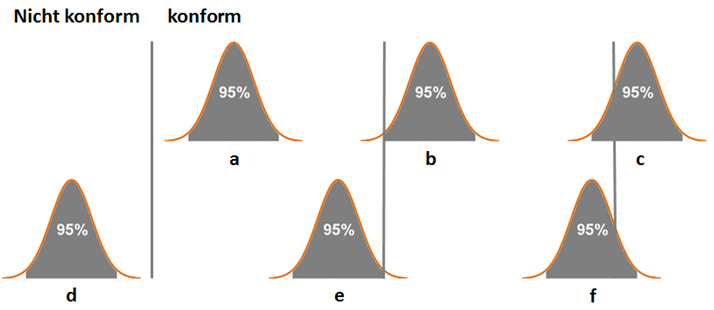
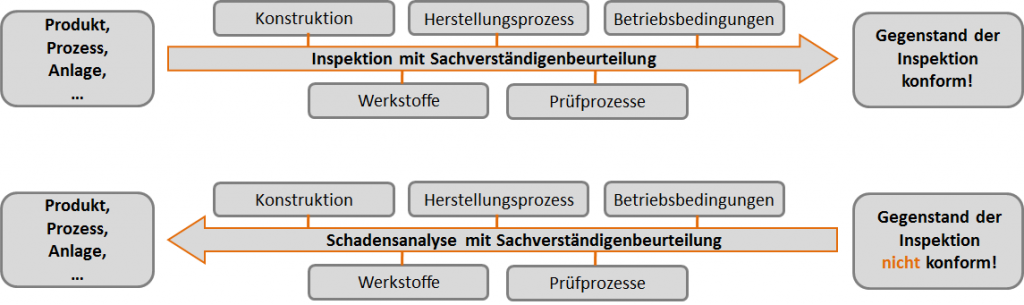

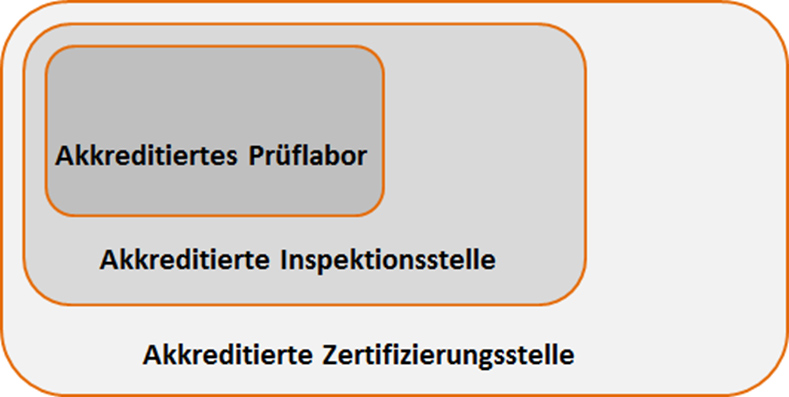
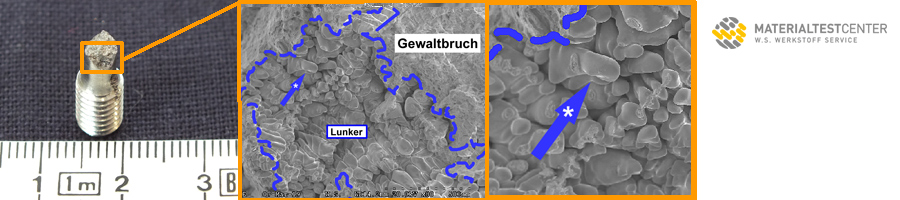



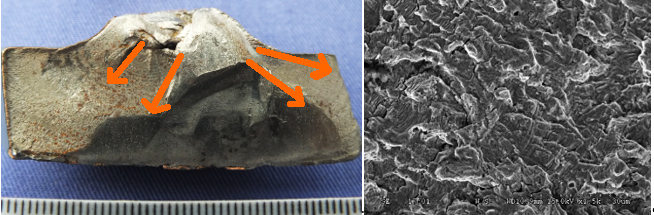 Abb. 2: Makroskopische Darstellung der Bruchfläche mit deutlichen Rastlinien (Abb. 2a) Schwingstreifen zeigen die Art des Bruches und die Richtung des Bruchverlaufs an (Abb. 2b).
Abb. 2: Makroskopische Darstellung der Bruchfläche mit deutlichen Rastlinien (Abb. 2a) Schwingstreifen zeigen die Art des Bruches und die Richtung des Bruchverlaufs an (Abb. 2b).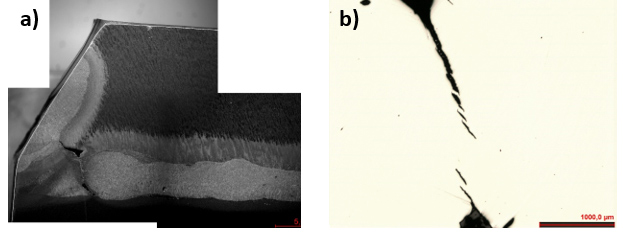 Abb. 3: Mikroschliff längs durch die nicht gebrochene Gegenseite (Abb. 3a). Ermüdungsanrisse ausgehend vom vorhandenen Hohlraum (Abb. 3b).
Abb. 3: Mikroschliff längs durch die nicht gebrochene Gegenseite (Abb. 3a). Ermüdungsanrisse ausgehend vom vorhandenen Hohlraum (Abb. 3b). Abb. 4: Abhilfemaßnahme durch Änderung der Schweißkonstruktion im Hinblick auf eine dynamische Ermüdungsbeanspruchung.
Abb. 4: Abhilfemaßnahme durch Änderung der Schweißkonstruktion im Hinblick auf eine dynamische Ermüdungsbeanspruchung.