
Tannenbaum oder Dendrit?
Eine Erläuterung zur weihnachtlichen Bildauswahl – Lunker mal anders
Categories ExpertCenter
weiterlesen
Eine Erläuterung zur weihnachtlichen Bildauswahl – Lunker mal anders
Categories ExpertCenter
weiterlesen
Wir möchten ein Beispiel aus der Arbeit unseres Prüflabors und unserer Inspektionsstelle vorstellen – manchmal muss man genauer hinschauen, um das Materialverhalten zu entschlüsseln. Mithilfe der Fraktografie – der Analyse der Bruchflächen – konnte in diesem Fall mehr in Erfahrung gebracht werden.
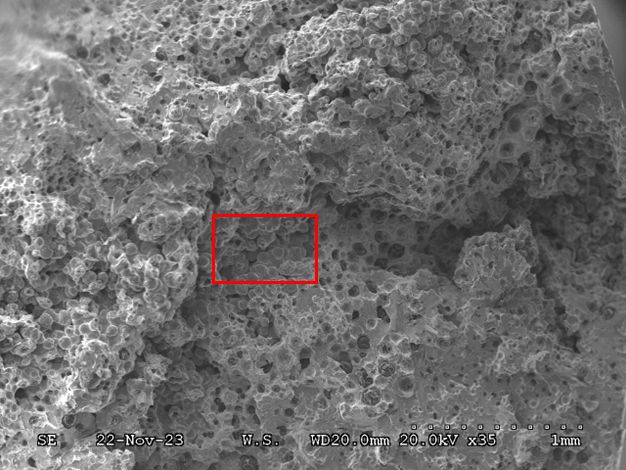
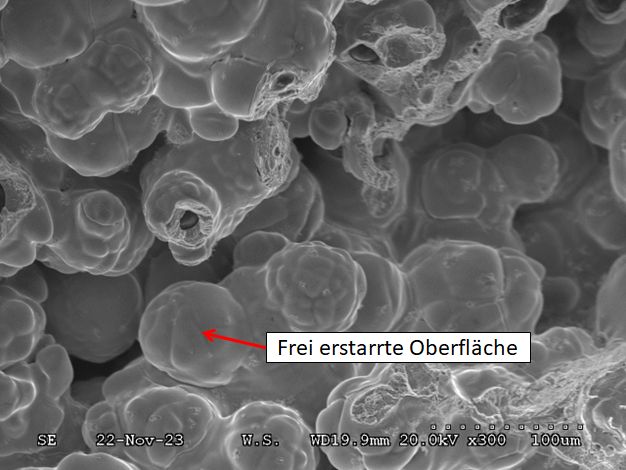
Eine B10x50 Rundzugprobe aus Guss (EN-GJS-500) fiel beim Zugversuch durch eine deutlich reduzierte Bruchdehnung von A=2 % auf. Unter dem Stereomikroskop und Rasterelektronenmikroskop wurde ein makroskopischer Lunker von etwa 3×2 mm Größe entdeckt. Mikroskopisch ist dieser anhand seiner auffallend glatten, rundlichen Oberflächenstrukturen erkennbar, welche aus der freien Erstarrung des vormals schmelzflüssigen Materials stammen.
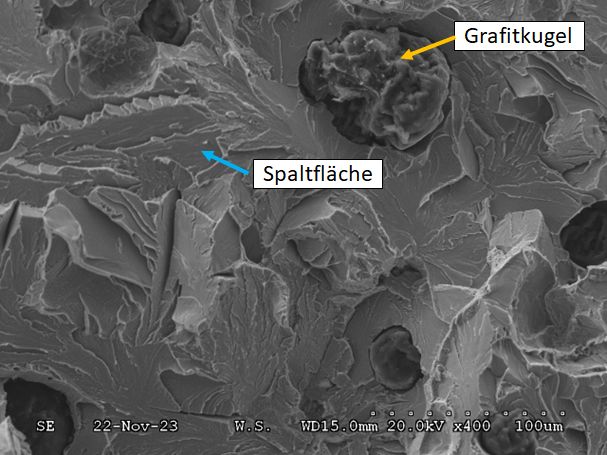
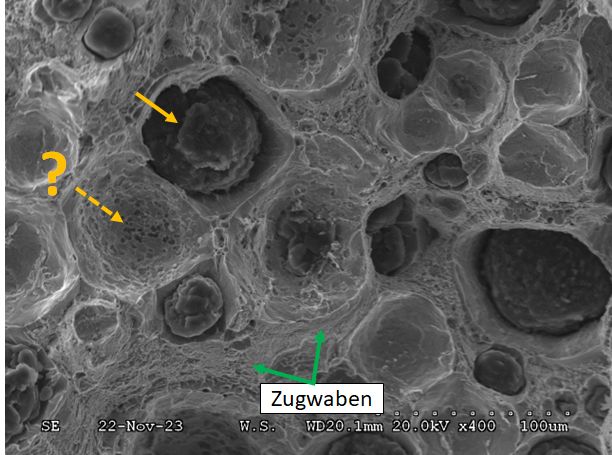
Neben der Querschnittsreduktion hat die Kerbwirkung des Lunkers dafür gesorgt, dass ein Teil der Fläche zudem spröde gebrochen ist. Erkennbar ist dieser Anteil an seinen spiegelartigen, scharfkantigen Spaltflächen. Der übrige – leider kleinste – Anteil besteht aus einem duktilen Gewaltbruch, auch Wabenbruch genannt. Seinem Namen verdankt er den bienenwabenartigen Strukturen, die das Ergebnis einer mikroskopischen Materialdehnung sind.
In beiden Bruchanteilen eingebettet befinden sich – gut erkennbar – die schwarzen Grafitkugeln, die den Großteil des hohen Kohlenstoffgehaltes dieses Gussmaterials beherbergen.
Doch warum sind manche Kugeln verschwunden – Antwort: weil sie sich auf der Gegenbruchfläche befinden!
Zum ExpertCenter der W.S. Werkstoff Service GmbH – unsere Inspektionsstelle unterstützt Sie gern bei Materialanalysen und Schadensfällen.
Zum Wikipedia-Beitrag „Fractography“ (englisch)
Zurück zur Startseite des Blog
Categories ExpertCenter
weiterlesen
Die Metallographie ist ein Bereich der Werkstoffprüfung- und Werkstoffwissenschaft, der sich mit der Untersuchung der inneren Struktur von Metallen und Legierungen befasst.
Categories MaterialtestCenter, Werkstofftechnik
weiterlesen
In der Welt der Werkstoffprüfung ist Ultraschall eine feste Größe: Gemeinsam mit der Röntgenprüfung ist es das Verfahren der Wahl, um Informationen über das Innenleben von Bauteilen und Materialien zu erhalten, ohne diese bei der Prüfung zu beschädigen.
Ob Lunker in Gußteilen, Dopplungen in Blechen, Korrosionsabträge, Bindefehler in Schweißnähten, Risse in Schmiedeteilen und vieles mehr: die Ultraschallprüfung ist ein wahrer „Allrounder“.
Technischen Fortschritt gibt es natürlich auch in diesem Bereich, und so folgte vor einiger Zeit auch in der Werkstoffprüfung der Einzug von Phased-Array-Prüfgeräten, die man zuvor bereits aus der Medizintechnik kannte. Aber wo liegt eigentlich der Unterschied zwischen konventionellem und Phased-Array-Ultraschall?
Im „klassischen“ Ultraschall wird in der Regel mit einem einzelnen sog. Schwinger gearbeitet. Ein Block piezoelektrischer Keramik wird zum Schwingen angeregt und erzeugt Ultraschall-Wellen. Diese laufen durch das zu prüfende Bauteil und treffen dort auf Gegenflächen, Fehler – oder evtl. auf gar nichts. Aus der Art des Antwort-Signales (oder dessen Ausbleiben) kann das Prüfpersonal dann Aussagen über den Zustand des Materials treffen.

Das Ergebnis ist dabei meist ein sog. „A-Bild“, d.h. die Darstellung der Amplitude eines Signals bezogen auf den Schallweg. Oder anders gesagt: wie lange war das Echo unterwegs, und wie stark ist es noch.
Erfahrenes Prüfpersonal kann aus dieser Anzeige auf Fehler im Material schließen, Wanddicken vermessen, Risse aufspüren und vieles mehr. Mit Wegaufnehmern können außerdem bereits auch mit klassischem UT Übersichts-Anzeigen erstellt werden.
Die Einschränkung : In der Regel wird mit dem o.g. einzelnen Schwinger geprüft. Dieser hat eine feste Geometrie und Größe sowie einen festen Einschallwinkel. Wird eine andere Anwendung gebraucht – z.B. eine zweite Abtastung mit einem anderen Einschallwinkel oder einem kleineren Sensor – muss ein neuer Sensor (Prüfkopf) konfiguriert und über das Bauteil bewegt werden.
An dieser Stelle greift der Phased-Array-Ultraschall. Im Sensor – dem Prüfkopf – befindet sich nicht mehr ein großer Schwinger, sondern eine Anordnung (Array) vieler kleiner Einzelschwinger, z.B. 16, 32 oder 64. Diese sind elektrisch und akustisch voneinander getrennt, und können einzeln oder in Gruppen angesteuert werden – simultan oder zeitversetzt (Phase).
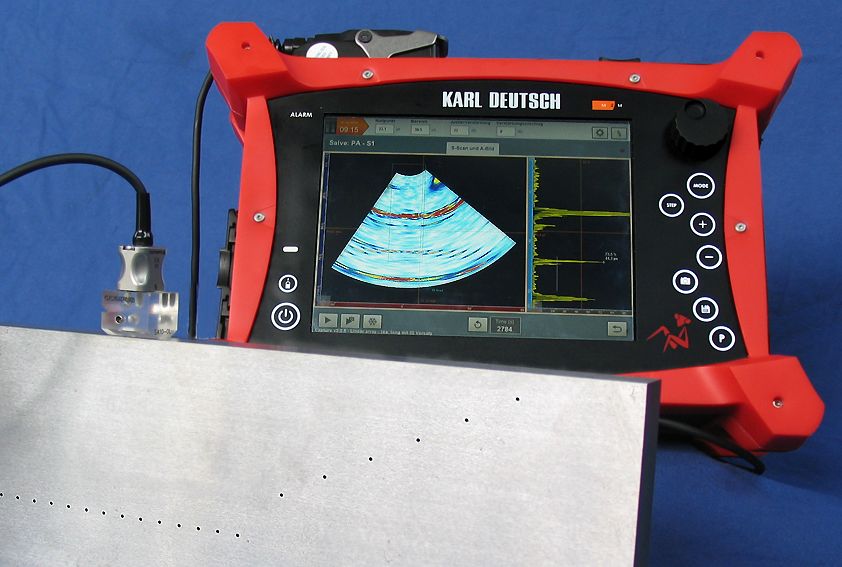
Durch die gezielte Ansteuerung der Elemente kann so z.B. ein virtueller Prüfkopf durch die Anordnung laufen: Erst schalten Element 1-8, dann 2-9, 3-10 usw. – der sog. „Linien-Scan“. Oder die Element erzeugen durch zeitverzögerte Anregung nacheinander unterschiedliche Winkel und „schwenken“ damit durch das Bauteil (Sektor-Scan).
Ein einzelner PA-Prüfkopf kann so die Funktion mehrerer klassischer Prüfköpfe unterschiedlicher Größen und Winkel übernehmen. In Verbindung mit einem Wegaufnehmer / Encoder können mit einem einzigen Prüfdurchlauf (fast) alle relevanten Informationen über ein Bauteil aufgenommen werden und anschauliche Übersichtsbilder angefertigt werden.
Hinzu kommt: alle Prüfdaten bleiben gespeichert. Jeder Punkt einer grafischen Darstellung wie z.B. dem oben gezeigten Sektor-Scan ist ein eigenens A-Bild, und kann im Nachgang betrachtet und ausgewertet werden. Eine umfangreiche Analyse der Daten ist so auch nach abgeschlossener Prüfung möglich.
Wie so oft haben natürlich auch diese Vorteile ihre Kehrseite: Die Prüfausrüstung ist erheblich teurer als konventionelle Geräte, die Einrichtung aufwändiger und die Bedienung erfordert umfangreiches Training und umfassendes Vorwissen.
Der klassische UT und die PA-Prüfung werden daher auf absehbare Zeit beide ihre Berechtigung und Anwendungsgebiete haben und behalten. Phased Array bietet aber bei bestimmten Prüfsituationen schon jetzt die Möglichkeit, „mehr zu sehen“ – und Zeit zu sparen.
Categories MaterialtestCenter
weiterlesen

Werkstoffprüfung ist ein wichtiger Bestandteil der Industrieproduktion und trägt entscheidend zur Qualitätssicherung bei. Obwohl die Tätigkeit oft nicht im Vordergrund steht, spielen Werkstoffprüfer/innen eine zentrale Rolle in der Überprüfung und Sicherstellung der Materialeigenschaften, die während aller Lebensabschnitte eines Bauteils wichtig sind. Sie arbeiten oft hinter den Kulissen – sind aber für den Erfolg jedes Unternehmens unerlässlich.
Die Qualitätssicherung hat viele Bereiche, und beim Thema „Prüfen“ denkt man oft an die Kontrolle z.B. von Maßen oder Stückzahl, oder an die Funktion einer Maschine. Die Werkstoffprüfung beschäftigt sich (wie der Name schon sagt) mit dem Werkstoff, und beginnt daher immer mit einer vermeintlichen einfachen Frage: Was kann mein Material? „Vermeintlich“ deshalb, weil sich hinter dieser Frage viel versteckt:
Die Ausbildung zur/zum Werkstoffprüfer/in erstreckt sich über drei bis dreieinhalb Jahre und umfasst ein breites Spektrum an Fachwissen. Die Ausbildungsinhalte reichen von Metalltechnik und Werkstoffprüfung über Qualitätssicherung bis hin zu naturwissenschaftlichen Grundlagen.
Dieses Pensum ist beachtlich – und es geht noch straffer: Umschüler/innen in der Werkstoffprüfung lernen die gleichen Ausbildungsinhalte (mit der gleichen Abschlussprüfung) statt in 42 in nur 28 Monaten!
Während der Ausbildung wird erlernt, verschiedene Werkstoffe zu prüfen und deren Eigenschaften zu analysieren. Die Anwendung verschiedener Prüfverfahren, deren Vor- und Nachbereitung, die Arbeit mit Normen sind Alltag für Werkstoffprüfer/innen.
Beispiele für Prüfverfahren und deren Einsatzgebiet:
Die oben genannten Verfahren beschädigen bzw. zerstören das zu prüfende Bauteil, und gehören daher zur zerstörenden Werkstoffprüfung (ZP). Nicht immer ist das eine Option, z.B. weil mit dem zu prüfenden Teil weiter gearbeitet oder es nach Abschluss der Arbeiten verkauft werden soll.
Der zweite große Bereich ist daher die zerstörungsfreie Werkstoffprüfung (ZfP). Beispiele für die ZfP:
In Summe sind gem. IHK-Rahmenplan (s.a. https://www.bibb.de/dienst/berufesuche/de/index_berufesuche.php/profile/apprenticeship/090512) über ein Dutzend Prüfverfahren Teil der Ausbildung – jedes mit eigener Prüftechnik, Normen und Besonderheiten.

Das Prüfen ist die eine Seite, und der sichtbarste Teil der Aubildung. Genauso wichtig ist aber das Verständnis für die Abläufe im Material.
Werkstoffprüfer/innen stehen einen Schritt hinter der Produktion: Sie prüfen, was zuvor gegossen, gewalzt, geschmiedet, geschweißt oder beschichtet wurde. Zum Verständnis der Prüfung müssen aber auch diese Prozesse verstanden werden: Wie verteilen sich Fehlstellen beim Walzen? Was passiert in der Wärmeeinflußzone beim Schweißen? Wie verhält sich ein Material beim Erhitzen und erneuten Abkühlen?
Neben den „handwerklichen“ Grundlagen wie Mathematik und Physik ist daher der Aufbau und die Vertiefung dieses Wissens ein großer Baustein der Ausbildung – aber später auch ein wichtiger Aspekt der Arbeit: Werkstoffprüfer/innen sind die Fachleute für das Material im Betrieb.

28 oder 42 Monate Dauer, viele Prüfverfahren, viel Theorie und noch mehr Praxis: Eine Umschulung bzw. Ausbildung in der Werkstoffprüfung ist eine beachtliche Leistung. Doch die Mühe lohnt sich: Denn die Perspektiven sind so gut wie nie. Die europäische und vor allem die deutsche Industrie lebt von Qualität, die Prüfung wird daher immer eine wesentliche Rolle spielen.
Dazu kommt die demographische Entwicklung hierzulande: Immer mehr Spezialisten gehen in den Ruhestand, die geburtenstarken Jahrgänge gehen dem Arbeitsmarkt verloren. Viele Betriebe finden daher kaum noch Auszubildende – auch, weil viele Schülerinnen und Schüler sich für das Studium und gegen die Ausbildung entscheiden.
Besten Chancen also für Absolventen, Quereinsteigerinnen und alle, die in der Werkstoffprüfung Fuß fassen. Übrigens auch beim Gehalt: Zum Stand 2023 liegen das Einstiegsgehalt für ausgebildete Werkstoffprüfer/innen bei ca. 3.000 EUR brutto, der Durchschnittsverdienst mit Berufserfahrung liegt bei 3.800 EUR (Quelle: https://web.arbeitsagentur.de/entgeltatlas/beruf/6366).
Der Beruf allein bietet also schon eine sichere Perspektive bis zur Rente. Wer aber mehr machen möchte kann auch das tun: Eine Weiterbildung zum/zur Techniker/in, ZfP-Scheine in der Stufe 3 und Arbeit als Prüfaufsicht, das Erlernen von Sonderprüfverfahren wie CT oder REM-Analysen. Alles ist möglich.
Auf der Suche nach etwas Neuem? Dann werden Sie doch Werkstoffprüfer/in! Es lohnt sich.
Categories TrainingCenter
weiterlesen Spektralanalyse: Röntgenfluoreszenzanalyse (RFA) und optische Emissionsspektroskopie (OES)")
Die Röntgenfluoreszenzanalyse (RFA) und die optische Emissionsspektroskopie (OES) sind zwei wichtige Verfahren der Werkstoffprüfung. Beide ermöglichen genaue und zuverlässige Materialanalysen, aber sie funktionieren auf unterschiedliche Weise und haben spezifische Anwendungsgebiete.
Die RFA ist eine zerstörungsfreie Prüftechnik, welche Röntgenstrahlen verwendet um die Elementzusammensetzung von Materialien zu bestimmen. Bei dieser Technik wird das zu analysierende Material mit Röntgenstrahlen bestrahlt. Wenn die Röntgenstrahlen auf das Material treffen, regen sie die Atome an, die daraufhin sekundäre (oder fluoreszierende) Röntgenstrahlen aussenden. Diese emittierten Strahlen werden analysiert, um eine quantitative und qualitative Zusammensetzung des Materials zu ermitteln. Die RFA kann für die Untersuchung einer Vielzahl von Materialien, einschließlich Metallen, Keramiken und Kunststoffen, verwendet werden.
Im Gegensatz dazu verwendet die OES eine Funken- oder Lichtbogenentladung, um die Probenoberfläche anzuregen und so Lichtemissionen von Atomen und Ionen zu erzeugen. Die emittierte Strahlung wird analysiert, um die genaue chemische Zusammensetzung des Materials zu bestimmen. Durch die Auswertung der spezifischen Wellenlängen der im Werkstoff enthaltenen Materialien kann die OES die Präsenz und die Konzentrationen spezifischer Elemente in der Probe feststellen. Dieses Verfahren eignet sich hervorragend zur Analyse von Metallen und Legierungen.

Sowohl RFA als auch OES werden häufig in der Metallindustrie verwendet, da sie genaue Informationen über die chemische Zusammensetzung von Metallen und Legierungen liefern können. Sie werden zur Qualitätskontrolle, zur Materialidentifizierung und zur Bestimmung der Eignung von Materialien für spezifische Anwendungen eingesetzt. Beide Techniken haben den Vorteil, dass sie relativ schnell und einfach durchzuführen sind und gleichzeitig sehr genaue Ergebnisse liefern. Ein weiterer wichtiger Aspekt: Beide Verfahren können mobil genutzt werden.
Insgesamt bieten RFA und OES wertvolle Instrumente für die metallische Werkstoffprüfung. Sie ermöglichen schnelle, genaue und (im Fall der RFA) zerstörungsfreie Analysen, was sie zu unverzichtbaren Werkzeugen in zahlreichen industriellen und wissenschaftlichen Anwendungen macht. Mit ihrer Hilfe können Unternehmen die Qualität und Zuverlässigkeit ihrer Produkte und die Einhaltung von Standards gewährleisten.
Ein Beispiel für den Einsatz der RFA-Analyse wäre die Überprüfung der Materialzusammensetzung in der Recycling-Industrie. Eine Lieferung von Metallschrott, welche verschiedene Arten von Metallabfällen enthält (z.B. Edelstahl, Kupfer, Aluminium und andere Metalle). Mit RFA können die Metalltypen schnell, ausreichend genau und vor Ort identifiziert, sortiert und anschließend recycelt werden.
Dagegen ist die OES-Analyse z.B. besonders nützlich in der Qualitätskontrolle der Stahlproduktion. Kleinste Abweichungen in der chemischen Zusammensetzung können die mechanischen Eigenschaften eines Stahls erheblich beeinflussen und seine Leistungsfähigkeit beeinträchtigen. Mit einer OES kann eine detaillierte Analyse der Elementzusammensetzung durchgeführt werden, um das Produkt zu überwachen und Abweichungen auszuschließen.
Categories MaterialtestCenter
weiterlesen
Gegenstand der Untersuchung ist ein handelsübliches Küchenmesser aus dem Pausenraum der W.S. Werkstoff Service GmbH. Unter tatkräftiger Mithilfe unseres Vertriebes brach beim Zerteilen eines gemeinen „Malus domestica“ die Klinge ab – glücklicherweise ohne Verletzungen des Mitarbeiters (Abb. 1, Abb. 2).


Ziel der Untersuchung ist die Ermittlung der Schadensursache sowie die Nennung von Abhilfemaßnahmen nach VDI Richtlinie 3822.
Das über viele Jahre stumpfgespülte und – geschnittene Messer weist dem Alter angemessene Abnutzungserscheinungen auf (Abb. 3). Größere plastische Deformationen sowie äußere, größere Schädigungen durch Korrosion sind dank des rücksichtsvollen Umgangs der W.S. Mitarbeitenden mit dem geschätzten Schneidgegenstand nicht erkennbar.

Bei Betrachtung der Bruchfläche fallen jedoch Korrosionserscheinungen auf der der Schneide zugewandten Hälfte auf (Abb. 4).

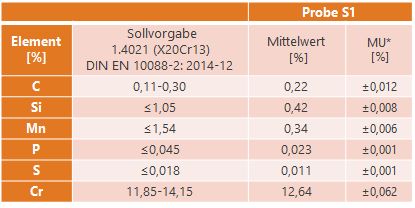
Chemische Analysen mittels optischer Emissionsspektrometrie
Ergebnisse der Vickers-Härteprüfung

Bemerkung:
Die Anforderungen an die chemische Zusammensetzung des Werkstoffes 1.4021 (X20Cr13) nach DIN EN 10088-2:2014-12 werden erfüllt. Die Härte entspricht üblichen Werten.
Vor der eigentlichen fraktografischen Untersuchung wurde die Bruchfläche mithilfe eines nicht-korrosiven Bruchflächenreinigers im Ultraschallbad gereinigt (Abb. 5 und Abb. 6).
Im gereinigten Zustand lassen sich drei farblich und morphologisch unterschiedliche Bruchzonen erkennen:


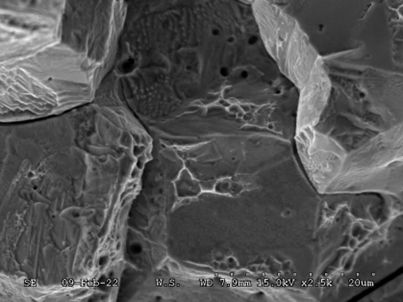
Die Auswertung der Bruchzonen 1 und 2 unter dem Rasterelektronenmikroskop (REM) zeigt ein überwiegend interkristallines Bruchbild mit aufgeweiteten („klaffenden“) Korngrenzen (Abb. 7). Bei höherer Vergrößerung sind lokale Wabenansammlung sichtbar, die auf eine lokale plastische Verformung schließen lassen.
Der zeitlich verzögerte Ablauf und die Bruchflächenmorphologie sprechen für einen korrosiven Bruchtyp.
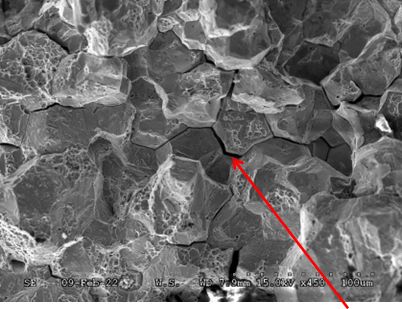
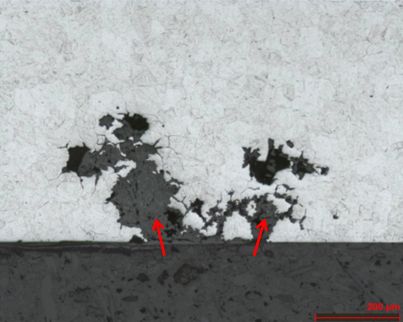
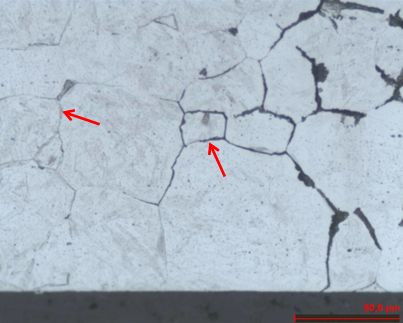
Bei der Auswertung des Querschliffs M1 (Position: siehe kleiner Bildausschnitt rechts) fallen mehrere Lochkorrosionsangriffe auf (Abb. 9). In deren unmittelbarer Umgebung fallen massive Korrosionsangriffe der ehemaligen Austenitkorngrenzen auf (Abb. 10). Diese
Form der selektiven Korrosion wird auch „interkristalline“ Korrosion genannt. Eine Ätzung ergibt, dass es sich um ein angelassenes Härtungsgefüge (martensitisch) handelt.

Im vorliegenden Fall des gebrochenen Küchenmessers aus dem Pausenraum der W.S. Werkstoff Service GmbH handelt es sich beim Schadensmechanismus um interkristalline Korrosion. Bei dieser Korrosionsform werden bestimmte Anteile des Gefüges stärker angegriffen als andere.
Bei nicht-rostenden Stählen wie dem verwendeten martensitischen Chromstahl X20Cr13 sind dabei insbesondere die ehemaligen Austenitkorngrenzen gefährdet. Verantwortlich dafür ist einerseits die geringere Korrosionsbeständigkeit der Korngrenzen als Störstelle im Vergleich zum Korninneren. Andererseits besteht bei kohlenstofflegierten Chromstählen stets die Gefahr der Bildung von sogenannten Chromkarbiden, welche an der Korngrenze Chrom aus der umliegenden Matrix binden. Dieser Chromanteil steht dann wiederum nicht für die Bildung der diesen Stahltyp schützenden Chromoxidschicht zur Verfügung.
Der in der chemischen Analyse ermittelte Chromgehalt von etwa 12,5% liegt dabei nur unwesentlich über dem für die Schichtbildung notwendigen Minimalgehalt von 10,5%. Zwar wurden keine systematischen, auffälligen Chromoxid-Ansammlungen gefunden, jedoch reichen bereits natürliche Seigerungen, die naturbedingte Schwäche der Korngrenzen und wenige Chromoxide aus, um einen interkristallinen Angriff zu initiieren.
Die Schadensursache liegt demnach in der Nicht-Beachtung des wohlgemeinten Grundsatzes, scharfe Küchenmesser nicht in der Spülmaschine zu reinigen. Die Bissprüfung des am Schadensereignis beteiligten „Malus domestica“ ergab keine unzulässig hohen Härtewerte dieses gesunden Pausensnacks.

Als Schadensabhilfemaßnahmen werden empfohlen: Ein gelber Spülschwamm, lauwarmes Wasser sowie ein weniger beherztes Zugreifen unserer Vertriebsabteilung.
Vielen Dank für Ihre Aufmerksamkeit!
Interesse an weiteren Informationen zum Thema Schadensanalytik?
Wenden Sie sich bitte an die Ansprechpartner des ExpertCenters der
W.S. Werkstoff Service GmbH: Link zum ExpertCenter auf werkstoff-service.de
Tel 0201 316844 0 | Mail expertcenter@werkstoff-service.de
Sofern nicht anderweitig gekennzeichnet sind alle Grafiken, Tabellen und Texte geistiges Eigentum der W.S. Werkstoff Service GmbH und bedürfen der Genehmigung bei weiteren Veröffentlichungen.
Categories ExpertCenter
weiterlesen
In diesem kostenlosen Whitepaper beantworten wir die Frage, ob sich die manuelle Wirbelstromprüfung (ET) an Radsatzkomponenten auch in kleinen Werkstätten eignet.
Categories RailwayCenter, Zerstörungsfreie Prüfung
weiterlesen
TV Tipp: Nicht nur für Materialprüfer und Werkstofftechniker interessant. Eine informative Doku über die Bedeutung und Auswirkungen von Metallen & Metall-Legierungen auf die Menschheitsgeschichte läuft gerade im ZDF.
Categories MaterialtestCenter, Werkstoffe
weiterlesen
Mit geförderten Aus-, Weiter-, und Fortbildungen aus der Kriese. Welche Fördermöglichkeiten gibt es?
Categories Allgemein, TrainingCenter
weiterlesen